I. What is Wire Insulation? The "Safety Armor" for Current Transmission
Inside any electronic device's wiring, you will find metal conductors coated with a colored or transparent "jacket"—this is the wire insulation. Though seemingly thin, it fulfills three core missions:
-
Prevents Leakage & Ensures Safety: Isolates the conductor from the external environment to prevent current leakage that could cause electric shock or equipment short circuits. Its dielectric strength directly determines its breakdown resistance (typically requiring values above 10 kV/mm).
-
Resists Interference & Ensures Precision: Reduces signal crosstalk between different wires, especially crucial in high-speed data transmission scenarios where premium insulation minimizes signal loss.
-
Withstands Environment & Extends Lifespan: Protects against external threats like high/low temperatures, chemical corrosion, friction, and vibration, serving as the "first line of defense" for wires in complex environments.
-
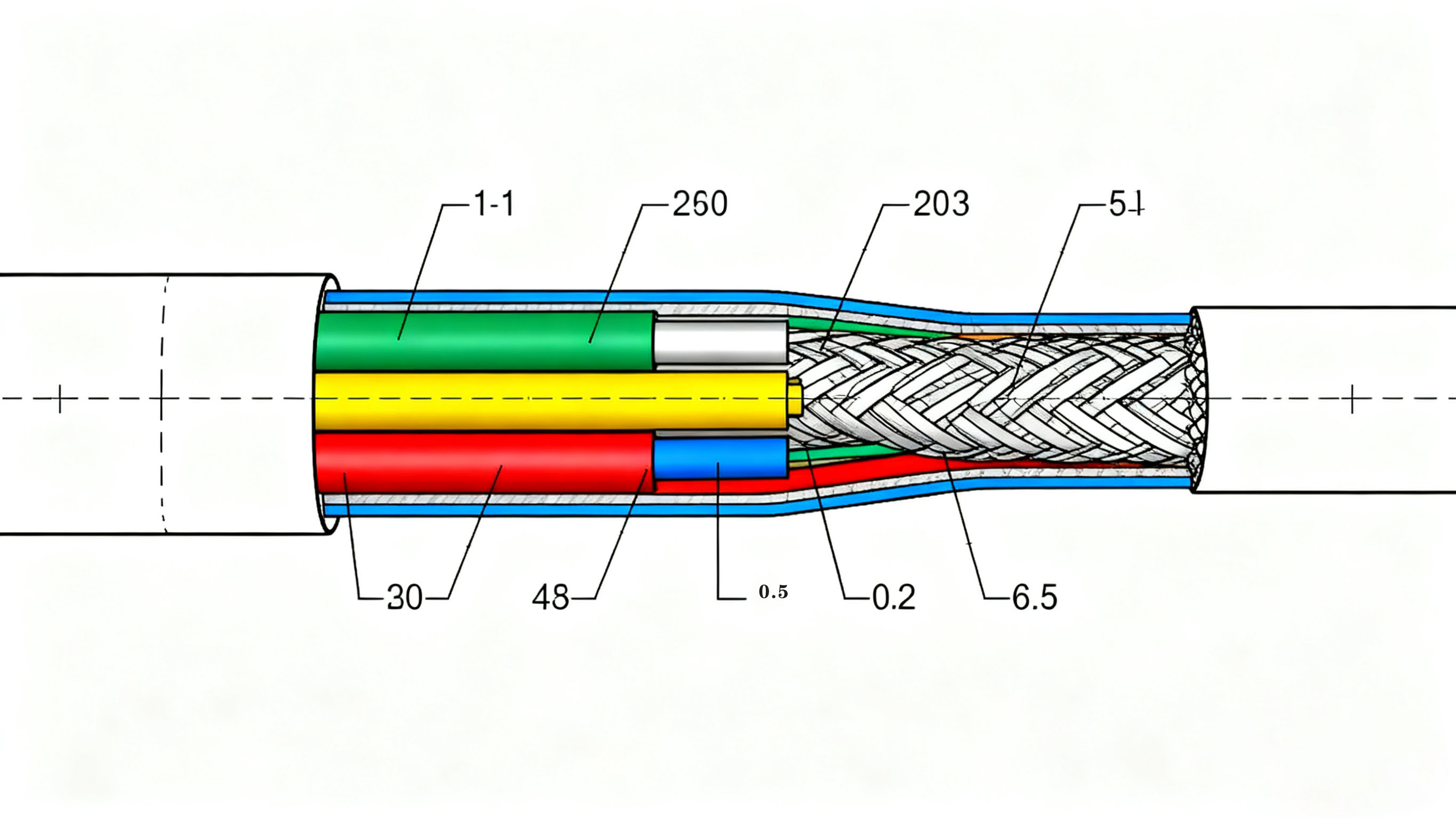
Left side: Actual photo (labeled "New Energy Vehicle High-Voltage Wiring Harness").
-
Right side: Schematic cross-section with layered labels: "Conductor (Silver-Plated Copper) → Insulation (XLPE) → Shielding Layer → Sheath". Use different colors to distinguish structures, highlighting the insulating layer's encapsulating form.
II. Five Mainstream Insulation Materials: "Specialist Guardians" with Unique Strengths
The insulation's performance is fundamentally determined by its base material. Different scenarios require tailored "material solutions." Here are the five most common industry materials and their applications:
1. Cross-Linked Polyethylene (XLPE): The "Temperature King" for High Voltage
-
Core Advantages: Forms a 3D network structure via chemical cross-linking, achieving dielectric strength over 30 kV/mm. Operates stably across a wide temperature range (-40°C to 125°C) and resists corrosion from gasoline, battery electrolyte, etc.
-
Typical Applications: NEV 800V high-voltage battery pack connection cables, PV inverter DC cables.
-
Real Case: A leading automaker extended product lifespan from 8 to 12 years using XLPE-insulated wiring, passing stringent IEC 60332-3 flame retardancy tests.
2. Thermoplastic Elastomer (TPE): The "Eco-Pioneer" for Flexible Devices
-
Core Advantages: Combines rubber elasticity with plastic processability. Minimum bend radius can be as low as 3x the cable diameter. No vulcanization needed, boosting production efficiency by 40%. Recyclability rate over 95%, compliant with RoHS standards.
-
Tech Breakthrough: Dynamically vulcanized TPE maintains flexibility from -50°C to 120°C, used in polar expedition equipment wiring.
-
Typical Applications: Smartwatch data cables, medical endoscope connecting wires, charging gun flexible cables.
3. Polyvinyl Chloride (PVC): The "Cost-Effective Choice" for Budget-Sensitive Applications
-
Core Advantages: Performance can be customized with additives—plasticizers enhance flexibility, flame retardants achieve UL94 V-0 rating, anti-freezing agents lower embrittlement temperature to -40°C. Cost is about 1/3 of TPE.
-
Optimization Strategy: Irradiation cross-linking can increase its temperature rating from 70°C to 105°C, tripling its lifespan.
-
Typical Applications: Internal signal wires in home appliances, building lighting wiring, power tool cords.
4. Polytetrafluoroethylene (PTFE): The "Insulation Supreme" for Extreme Environments
-
Core Advantages: Dielectric constant as low as 2.1 @ 1MHz (minimal signal loss), surface friction coefficient of 0.04 (10x more wear-resistant than PE). Continuous operation from -200°C to 260°C.
-
Manufacturing Breakthrough: Integrated extrusion-sintering process reduces production cycle from 7 days to 2 days, with diameter tolerance within ±0.02mm.
-
Typical Applications: Aerospace wiring, semiconductor vacuum feedthrough cables, nuclear power plant control cables.
5. Silicone Rubber: The "Flexible Guardian" for High Heat & Humidity
-
Core Advantages: Tensile strength reaches 10MPa, elongation at break 600%, contact angle >110° (IP68 waterproof). Withstands 2000 hours exposure to 50 pphm ozone concentration without cracking.
-
Typical Applications: NEV motor three-phase cables, industrial kiln sensor wires, high-speed rail pantograph cables.
-
Extreme Test: Silicone-insulated wires for high-speed rail showed zero performance degradation after 1000 cycles between -55°C and 180°C.
-
Use a combination Radar Chart + Table.
-
Left Radar Chart: Axes labeled "Heat Resistance, Flexibility, Chemical Resistance, Cost, Eco-Friendliness" with performance curves for the five materials.
-
Right Table: Lists key parameters for each material (Temp Range, Dielectric Strength, Typical Applications), color-coded to match the radar chart curves.
III. Insulation Material Selection: The "Golden Rules" to Avoid Pitfalls
Correct selection follows a three-step process: "Environment Matching → Performance Balancing → Standard Compliance".
1. Prioritize Matching Environmental Characteristics
-
High-Temp Scenarios (e.g., engine bay, kilns): Choose XLPE or Silicone Rubber.
-
Frequent Flexing (e.g., robotic arms, wearables): Choose TPE or Plasticized PVC.
-
Chemical Exposure (e.g., battery compartment, labs): Choose PTFE or XLPE.
2. Balance Performance and Cost
-
Cost-Sensitive (e.g., small appliances): Use standard PVC for most parts, enhanced TPE for critical sections.
-
High-Reliability Needs (e.g., NEVs): Use XLPE for main lines, TPE for flexible branch sections.
3. Adhere to Industry Certification Standards
-
New Energy Vehicles: Must pass ISO 6722, LV124.
-
Medical Devices: Must comply with IEC 60601-1 biocompatibility.
-
Building Wiring: Must achieve UL94 V-0 flame retardancy certification.
-
*Start with "Application Requirements", branching into three main paths: ① Low Voltage/Low Cost → ② High Voltage/High Reliability → ③ Flexible/Extreme Environment. Each branch lists recommended materials, key metrics, and certification requirements, ultimately pointing to specific application examples (e.g., "Low Voltage/Low Cost → PVC → 70°C Rating → UL Certification → Appliance Wiring").*
IV. Future Trends: Smarter "New Forms of Insulation"
As technology evolves, insulation is progressing from "passive protection" to "active empowerment":
-
Composite Insulation Structures: TPE/XLPE dual-layer composite wires achieve breakthroughs in both flexibility and heat resistance, maintaining insulation resistance >1 GΩ even after 100,000 bend cycles.
-
Integrated Functionality: Insulation layers with embedded thermocouple wires enable real-time temperature monitoring, suitable for precision semiconductor equipment.
-
Eco-Material Advancements: Accelerated R&D in biodegradable Polylactic Acid (PLA)-based insulation materials poised to replace traditional PVC in the future.